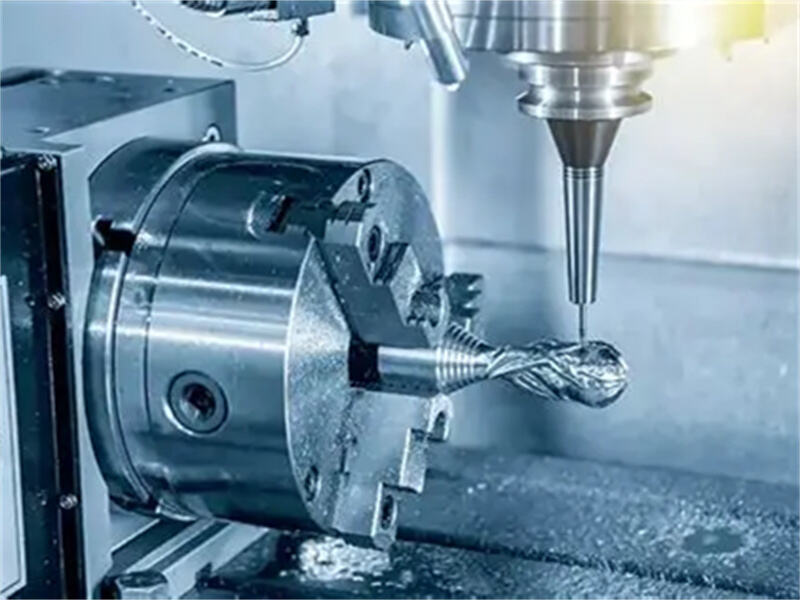
פילס CNC (Computer Numerical Control Milling) הוא תהליך ייצור חסרני המשתמש בכלים מסתובבים הנשלטים על ידי מחשב כדי ליצור חלקים בדיוק גבוה. ניתן לעבד באמצעותו חומרים כגון מתכת ופלסטיק, והוא בשימוש נרחב בתחומים כמו תעופה וחלל, מכשירים רפואיים ותבניות, בין היתר. התהליך ידוע בדיוקו הגבוה, יעילותו הרבה וההתאמה שלו לייצור מותאם אישית. דרגת אוטומציה גבוהה, דיוק גבוה, מתאים לחלקים מורכבים ולإنتاج массתי.

• עיצוב עקרון העבודה: שימוש בתוכנת CAD כדי ליצור מודל דיגיטלי דו-ממדי או תלת-ממדי של החלק.
• תכנות: שימוש בתוכנת CAM להמרת המודל CAD ל-G-code (הוראות נתיב כלים) שמכונה יכולה להבין.
• הכנה: קיבוע החומר הג brut על שולחן העבודה של המכונה והתקנת הכלי המתאים.
• עיבוד: מנוע הסרוו של כלי החריטה CNC מבצע בקרה על התנועה היחסית של הכלים וחתך העבודה בהתאם לתוכנית. הכלי מסתובב במהירות גבוהה וחותך את החומר לאורך המסלול שנקבע מראש, מסיר את החלק העודף, ולבסוף יוצר את הצורה.

ממערכת ה-3 צירים הבסיסית, דרך מערכת 4 הצירים המורכבת יותר, ועד לעיבוד מתקדם בן 5 צירים – אנו מציעים ללקוחותינו שירותי עיבוד פילס CNC מקיפים.
חיתוך ב-3 צירים הוא הצורה הבסיסית והנפוצה ביותר של עיבка ב-CNC. הוא מופעל על ידי תנועת הכלי לאורך שלושת הצירים האנכיים (X, Y, ו-Z).
חיתוך ב-4 צירים הוא טכניקה המבוססת על חיתוך ב-3 צירים, תוך הוספת ציר A (סיבוב סביב ציר X) כדי להשיג עיבка מורכבה יותר.
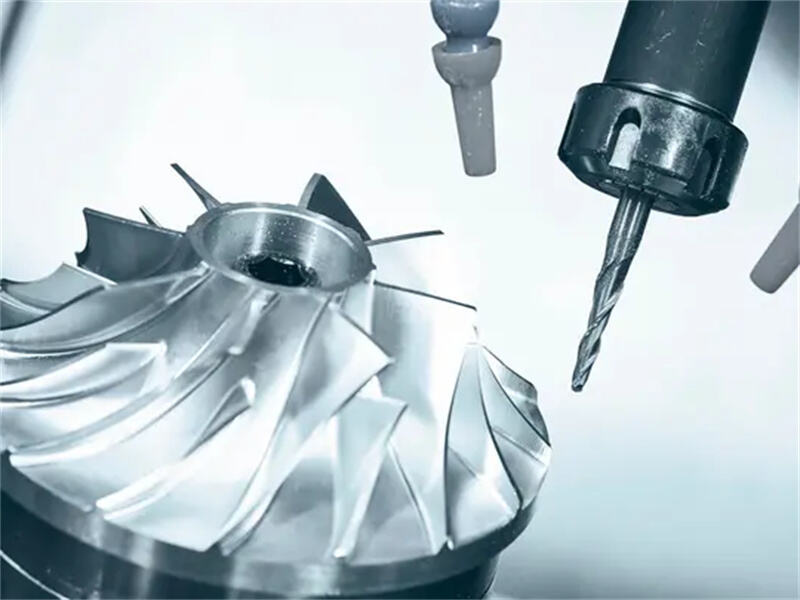
עיבка ב-5 צירים מושגת באמצעות הפעלה שיתופית של שלושת הצירים הלינאריים (X, Y, Z) ושני צירים סיבוביים, והיא מתאימה לעיבקת חלקים עם משטחים עקומים מורכבים.
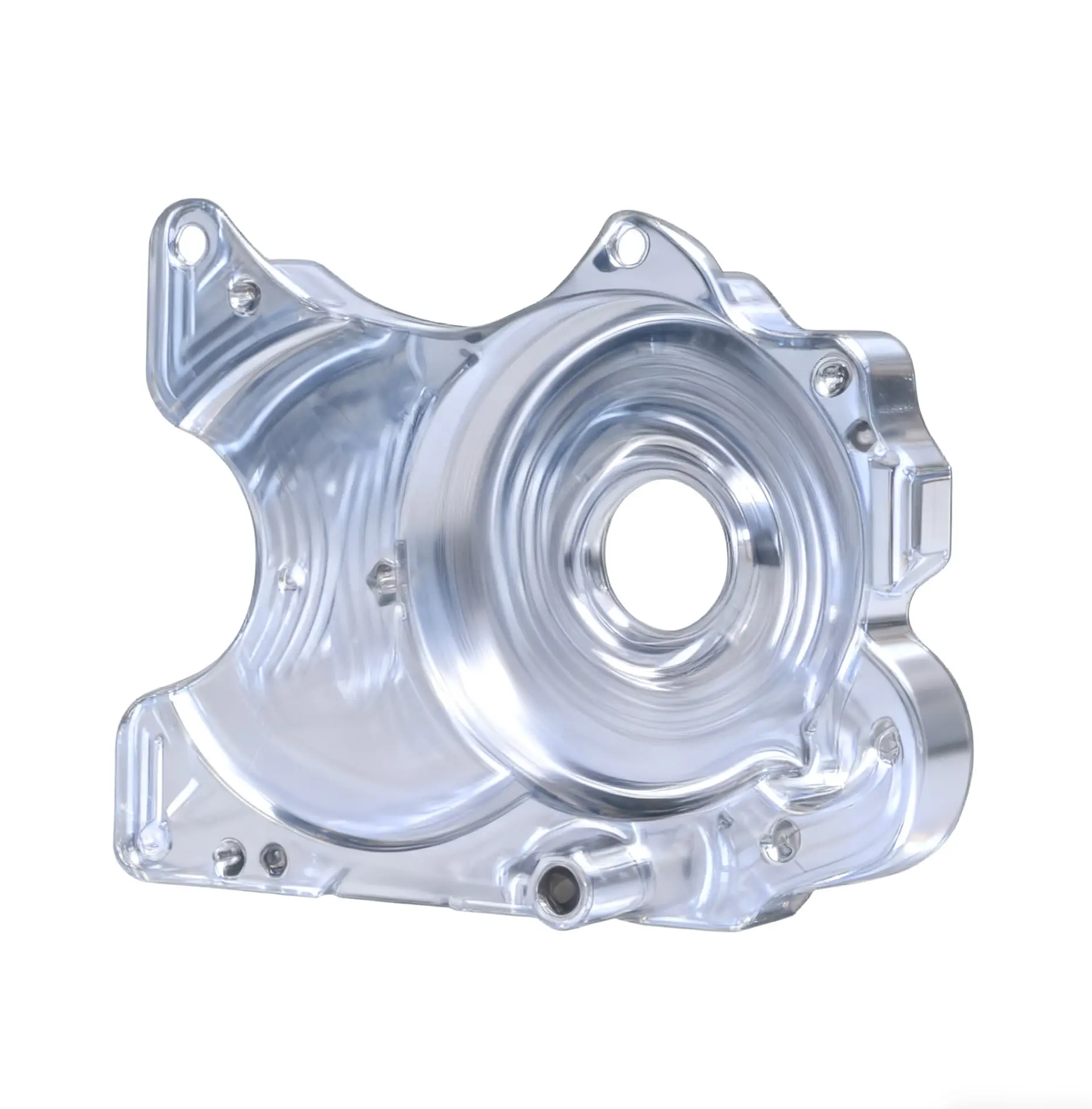
צפיפות נמוכה, משקל קל, חוזק גבוה, מוליכות חשמלית וחום טובה, עמידות מעולה בפני שפשוף, מראה טוב וקל לעיבוד באמצעות CNC.
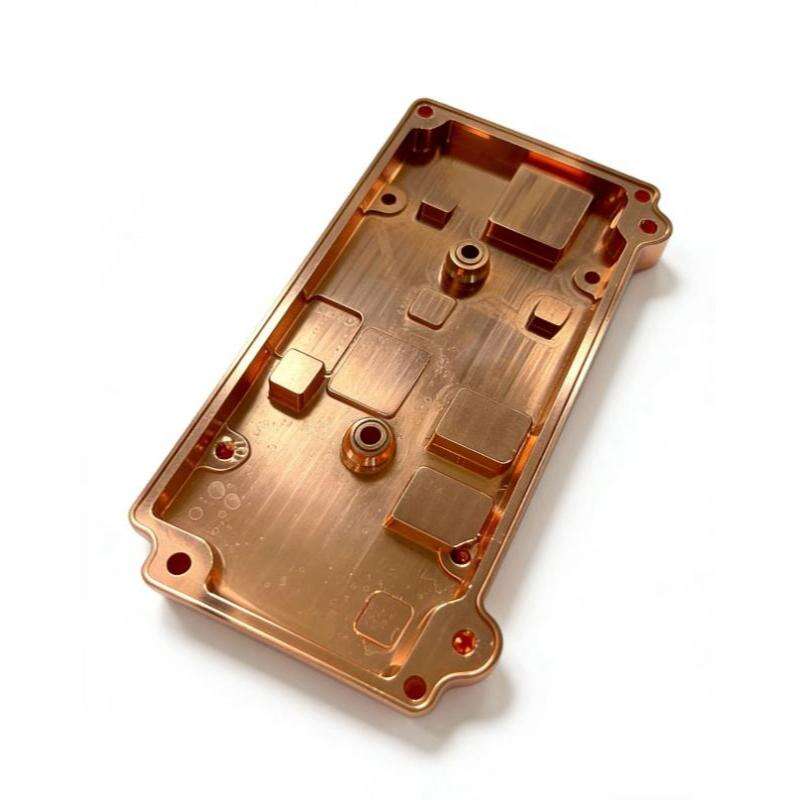
קל לעיבוד וליצוק, יציבות טובה, עמיד בפני קורוזיה כימית, איכות שטח מצוינת, תכונות מכניות טובות, עמיד בפני מכה וכוחות חיצוניים

SJ-MFG מציעה טווח רחב של אפשרויות טיפול במשטח, המופעלות על משטחי רכיבי CNC חמישה צירים. המטרה העיקרית היא לעמוד בדרישות תפקודיות מסוימות, לשפר את הצבע החיצוני, ולשפר את עמידות הכימיקלים והקורוזיה של משטח החלק.

נוצר שכבת חימר מגן על פני פלט 제품ים ממתכת, שהינה עמידה בפני שחיקה וקורוזיה, זוכרת צבעים שונים ומראה יפה. בשימוש נרחב בעיקר בחומרי סגסוגת אלומיניום.

בשימוש באפקט המכה של זרימת חול במהירות גבוהה כדי לנקות ולגרד את שטח הפנים של החלקים, ניתן להשיג דרגת ניקיון מסוימת ועיבוי שונה, והשיטה מתאימה הן לחומרים מפלזת והן ממתכות.

חימם בתוך תמיסת כימיקלים בריכוז גבוה, נוצר סרט מגן צפוף המשמש להגברת עמידות בפני קורוזיה, שיפור המראה וצמצום מירכוס האור. בשימוש נפוץ בחומרי פלדה ופלדת אלומני.

מאפשר לציפוי אבקה להתחבר לרכיבים, ומייצר שכבת ציפוי קשה על פני השטח. עובי הציפוי אחיד והוא עמיד לשחיקה. נעשה שימוש נרחב בטכניקה זו עבור חלקים ממתכת.

צביעה נוזלית מתבצעת על ידי ריסוס צבע על פני החלקים באמצעות אוויר דחוס. שיטה זו בשימוש נרחב לסיירת משטחים של מוצרים כגון רכב ואלקטרוניקה, וניתנת ליישום הן על חומרים מטלים והן על חומרים פלסטיים.

הצבנת שכבת מתכת נוספת על פני השטח של החלק המетالي, כגון ציפוי ניקל, כרום, זהב, או אינץ', היא עמידה בפני קורוזיה, עמידה לשחיקה ובעלת מראה יפה. מתאימה לחלקים ממתכת.

בהתבסס על עיבוד משטח באמצעות תמיסת ציפוי כימי, טובלים את החלקים בתמיסה כדי ליצור סרט מתכתי, ללא צורך בחשמל. מתאים למתכות ולמספר מועט של חומרים פלסטיים (ABS, PP, PC).

שימוש בחלקיקים טעונים בתמיסה כדי ליצור שכבת ציפוי אחידה על פני השטח של הרכיבים. מתאים לרכיבים ממתכת.

הפחתת חוסר השטחיות של החלקים והשגת אפקט משטח בריקוע, חלק ודומה למראה. מתאים לחלקי מתכת ופלסטיים.

עיבוד משטח החלקים כדי ליצור קווים, ויצירת אפקט עדין ומאיר. מתאים לחלקי מתכות.

שימוש בלייזרים בעלי צפיפות אנרגיה גבוהה כדי להקרין על אזורי יעד בחלקים, ויוצר סימונים מיוחדים. מתאים למתכות ולחומרי פלסטיק.

הדפסה על לוחות מסך עם דוגמיות וטקסט על פני השטח של החלקים, ומציע מגוון רחב של אפשרויות צבע. מתאים למתכות ולחומרי פלסטיק.










סובלנות סטנדרטית של SJ-MFG לכרסמי CNC חלה על ISO 2768 (בינונית) לעיבקת פלסטיק ו-ISO 2768 (מדויקת) לעיבקת מתכת. אם הלקוח יש דרישות סובלנות קשיחות יותר למקומות מסוימים, נא להודיע לנו מראש. צוות ההנדסה שלנו יעריך את המצב בזהירות ויספק את הדיוק הגבוה ביותר האפשרי.
אנחנו מייצרים חלקים מורכבים מדויקים ואיכותיים ללקוחותינו, עם יציבות ממדית מעל קלאס.
|
ממדי עיבוד מקסימליים: קוטר מקסימלי 1000*500*500 מ"מ. |
|
ממדי עיבוד מינימליים: קוטר מינימלי 5*5*5 מ"מ. |
|
סובלנות כללית: ±0.1 מ"מ, הסובלנות הטובה ביותר יכולה להגיע עד ±0.005 מ"מ. |
|
זמן ייצור: חלקים קטנים פשוטים לחציבה ניתן לסיים בדרך כלל תוך 2 ימים. רכיבים מבניים מורכבים וגדולים ניתן לסיים בדרך כלל תוך 3-5 ימים. |