
Czym jest anodyzowanie stopu aluminium?
Prostymi słowami, anodyzowanie to proces, w którym poprzez metodę elektrochemiczną na powierzchni stopów aluminium powstaje twarda, stabilna i porowata warstwa tlenku glinu (Al2O3). Powłoka anodyzowana charakteryzuje się dużą twardością, odpornością na korozję oraz doskonałymi właściwościami. Ponadto może adsorbować barwniki, co pozwala uzyskać wielobarwne efekty wyglądu.
Zasada podstawowa:
1. Użyj produktu aluminiowego jako anody i podłącz go do zacisku dodatniego źródła zasilania.
2. Użyj elektrody obojętnej jako katody i podłącz ją do zacisku ujemnego źródła zasilania.
3. Umieść oba elementy razem w specjalnym kwasowym elektrolicie (np. kwas siarkowy, kwas szczawiowy itp.).
4. Po podaniu prądu glin działający jako anoda traci elektrony i łączy się z jonami tlenu w elektrolicie, tworząc warstwę tlenku glinu na swojej powierzchni.


Główne cele i zalety anodowania
1. Poprawa odporności na korozję: Warstwa tlenkowa skutecznie izoluje podłoże aluminiowe od środowiska zewnętrznego, przedłużając żywotność przedmiotu.
2. Poprawa odporności na zużycie: Warstwa tlenkowa (szczególnie przy twardym anodowaniu) ma bardzo dużą twardość, porównywalną z wysokiej jakości stalą, i charakteryzuje się dużą odpornością na ścieranie.
3. Nadanie właściwości dekoracyjnych (kolorowanie):
•Barwienie: Ze względu na porowatą strukturę warstwy tlenkowej łatwo wchłania ona barwniki, umożliwiając uzyskanie różnych jasnych kolorów.
•Kolorowanie elektrolityczne: Poprzez osadzanie jonów metalu na dnie porów powstają serie kolorów, takie jak brązowy, czarny i złoty, charakteryzujące się lepszą trwałością barwy.
Poprawa izolacyjności powierzchni: Tlenek glinu sam w sobie jest dobrym izolatorem. Ta warstwa może pełnić funkcję warstwy izolacyjnej w aluminiowych elementach elektrycznych.


Podstawowy schemat procesu anodowania
1. Przygotowanie wstępne -To jest kluczowy czynnik decydujący o jakości wyglądowej gotowego produktu!
•Dezaktywacja: Usunięcie plam olejowych z powierzchni.
•Trawienie zasadowe: Użycie gorącego roztworu zasadowego do lekkiego niszczenia powierzchni aluminium, usuwające naturalną warstwę tlenkową i drobne rysy oraz tworzące powierzchnię matową.
•Polerowanie chemiczne/elektrolityczne: Zastosowanie metod chemicznych lub elektrochemicznych w celu uzyskania lustrzanego, błyszczącego efektu na powierzchni.
•Neutralizacja (jasnienie): Użycie roztworu kwasowego do usunięcia szaroczarnej pozostałości pozostawionej po trawieniu zasadowym, dzięki czemu powierzchnia staje się czysta.
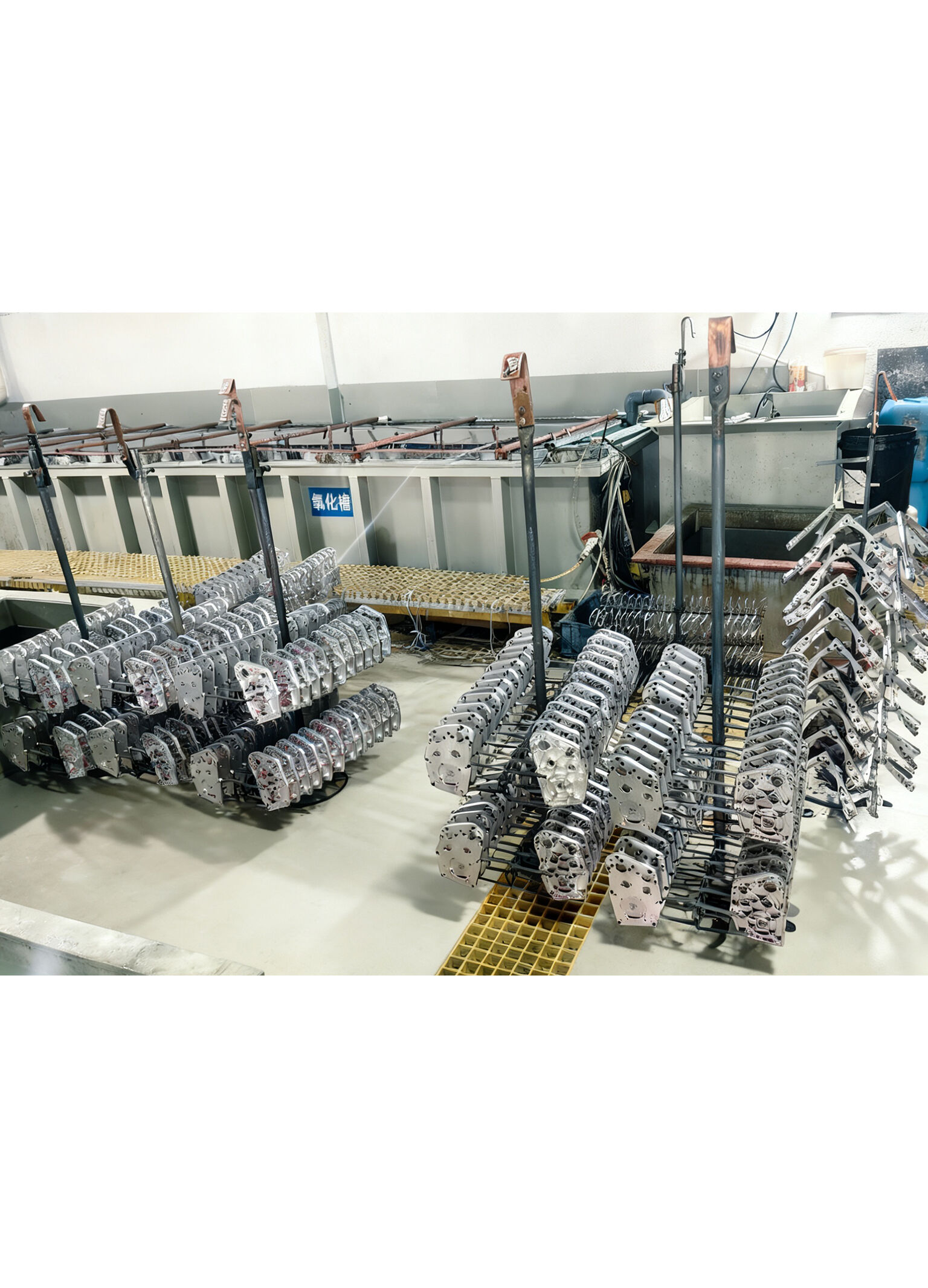
Anodowanie
• Umieścić przetworzone elementy aluminiowe na uchwycie, a następnie włożyć je do zbiornika do utleniania.
• Zastosować prąd stały i umożliwić reakcję w ustalonej temperaturze, czasie, gęstości prądu i stężeniu elektrolitu. Te parametry bezpośrednio wpływają na grubość, twardość i porowatość warstwy tlenkowej.
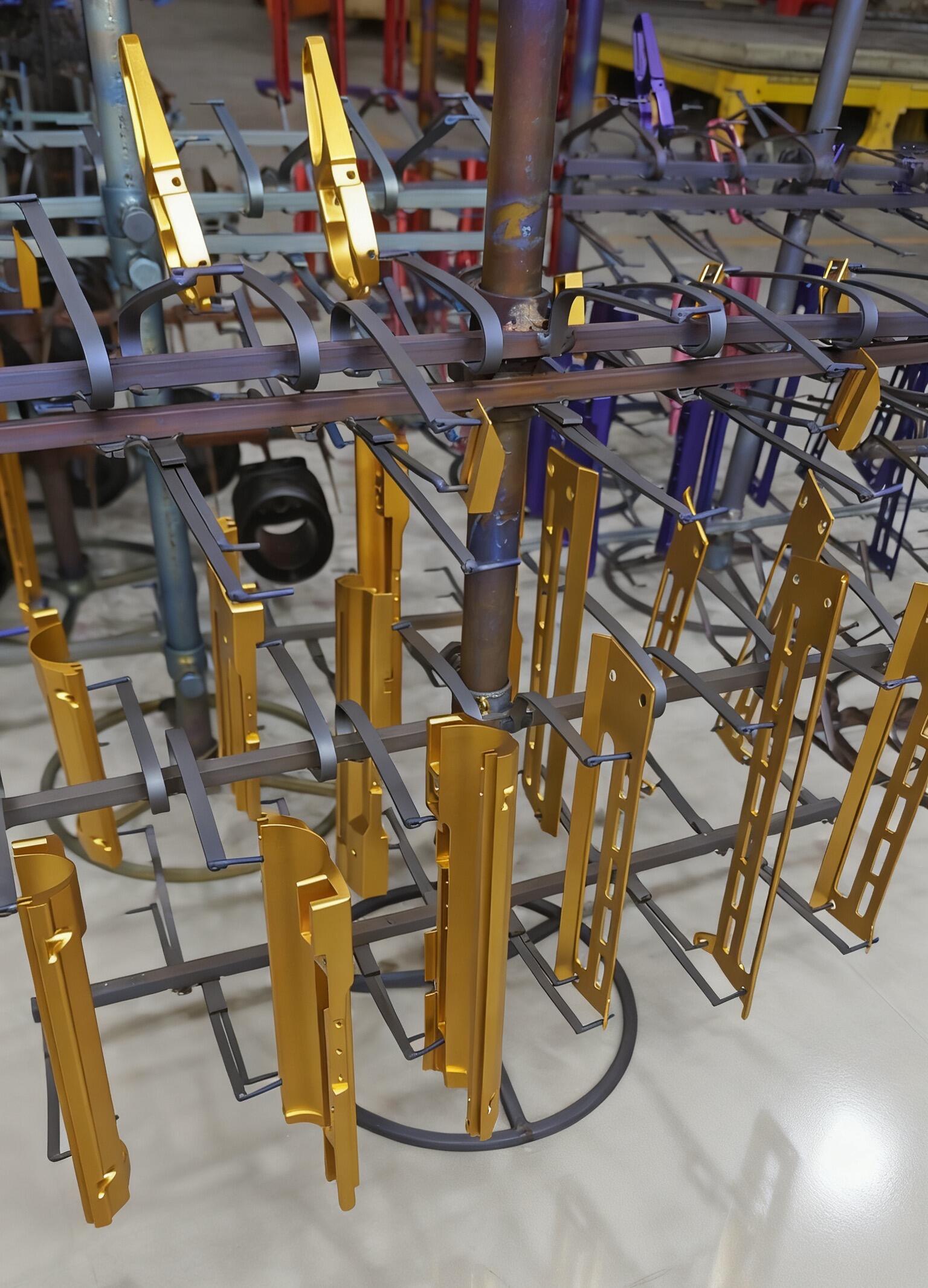
Koloryzacja (opcjonalna)
•Koloryzacja przez adsorpcję: Zanurzenie utlenionego przedmiotu w roztworze barwnika organicznego lub nieorganicznego.
•Koloryzacja elektrolityczna: Koloryzacja w roztworze zawierającym sole metali przy użyciu prądu przemiennego.
•Koloryzacja naturalna: Bezpośrednie uzyskiwanie określonego koloru podczas procesu utleniania (na przykład odcień żółty można uzyskać poprzez utlenianie kwasem szczawiowym).
Zamykanie porów - To jest ostatni, kluczowy etap decydujący o właściwościach (odporności na korozję, odporności na zużycie, utrzymaniu koloru)!
•Cel: Zamurowanie porowatej warstwy tlenkowej, czyniąc ją nieaktywną i stabilną.
•Zamurowanie w gorącej wodzie: Najbardziej tradycyjna metoda. Tlenek glinu reaguje z wodą, tworząc uwodniony tlenek glinu, co powoduje rozszerzenie objętości i zamknięcie porów.
•Zamurowanie w średniej/niskiej/niższej temperaturze: Stosowanie środków zamykających zawierających substancje takie jak nikiel i fluor zapewnia wyższą wydajność i niższe zużycie energii.
•Zamurowanie parą w wysokiej temperaturze: Najlepsze właściwości, ale przy wysokich kosztach.
Główne typy
Anodyzacja kwasem siarkowym
Najczęściej stosowany i najbardziej rozpowszechniony typ.
• Zalety: Przezroczysta, bezbarwna, gruba warstwa powłoki, dobra przyczepność, łatwe barwienie, niski koszt.
• Zastosowania: Profile aluminiowe budowlane, elektronika użytkowa, ogólne wykończenie i ochrona.
2. Twarda anodyzacja
Jest to istotnie „ulepszoną wersją” anodyzacji kwasem siarkowym, przeprowadzaną zazwyczaj w niskich temperaturach (0–5 °C) i przy dużej gęstości prądu.
•Zalety: Warstwa powłoki jest bardzo gruba (do 50–100 μm lub więcej), ma bardzo dużą twardość (HV > 400) oraz doskonałą odporność na zużycie.
•Zastosowania: Komponenty wymagające wysokiej odporności na zużycie, takie jak tłoki, cylindry, łożyska, prowadnice i wyposażenie wojskowe.
3. Anodyzacja kwasem chromowym
Jako elektrolitu używa się kwasu chromowego.
•Zalety: Cienka, miękka warstwa powłoki, dobra odporność na korozję, niewielki wpływ na wytrzymałość zmęczeniową przedmiotu, kolor szarobiały.
•Wady: Duże obciążenie środowiskowe (problem sześciowartościowego chromu), zastosowanie stopniowo maleje.
•Zastosowania: przemysł lotniczy i kosmiczny, elementy konstrukcyjne o wysokich wymaganiach dotyczących wytrzymałości na zmęczenie.
4. Utlenianie kwasem szczawiowym
Jako elektrolit stosuje się kwas szczawiowy.
•Zalety: warstwa powłoki charakteryzuje się dużą twardością i dobrymi właściwościami izolacyjnymi, może mieć żółty kolor w sposób naturalny.
•Wady: stosunkowo wysoki koszt oraz pewna toksyczność elektrolitu.
Zastosowania: warstwa izolacyjna elektryczna, powłoka dekoracyjna.

Podsumowanie
Anodowanie stopów aluminium to bardzo dojrzała i skuteczna technologia obróbki powierzchniowej, która doskonale łączy estetykę z funkcjonalnością. Od smartfonów i laptopów, których używamy codziennie, po zaawansowane urządzenia lotnicze, kosmiczne i wojskowe – wszystko to oparte jest na technologii anodowania. Zrozumienie jej zasad, procesów oraz aspektów projektowych jest kluczowe dla projektantów produktów, inżynierów oraz entuzjastów.