
Čo je anodizácia hliníkového zliatiny?
Jednoducho povedané, anodizácia je proces, pri ktorom sa elektrochemickou metódou vytvorí tvrdá, stabilná a pórovitá vrstva oxidu hlinitého (Al2O3) na povrchu hliníkových zliatin. Anodizovaná vrstva je veľmi tvrdá, odolná voči korózii a má vynikajúce vlastnosti. Navyše dokáže adsorbovať farbivá, čím umožňuje dosiahnuť farebný vzhľad v rôznych odtieňoch.
Základný princíp:
1. Použite výrobok z hliníka ako anódu a pripojte ho k kladnému pólu zdroja napätia.
2. Použite neaktívnu elektródu ako katódu a pripojte ju k zápornému pólu zdroja napätia.
3. Obe elektródy umiestnite spoločne do špecifického kyslého elektrolytu (napr. sírová kyselina, šťaveľová kyselina atď.).
4. Po priepustení prúdu hliník ako anóda stratí elektróny a spojí sa s iónmi kyslíka v elektrolyte, čím sa na jeho povrchu vytvorí vrstva oxidu hlinitého.


Hlavné účely a výhody anódovania
1. Zvýšenie odolnosti voči korózii: Oxidová vrstva účinne izoluje hliníkový podklad od vonkajšieho prostredia, čím predlžuje životnosť súčiastky.
2. Zlepšenie odolnosti voči opotrebovaniu: Oxidová vrstva (obzvlášť tvrdé anódovanie) má extrémne vysokú tvrdosť, porovnateľnú s kvalitnou oceľou, a je veľmi odolná voči opotrebovaniu.
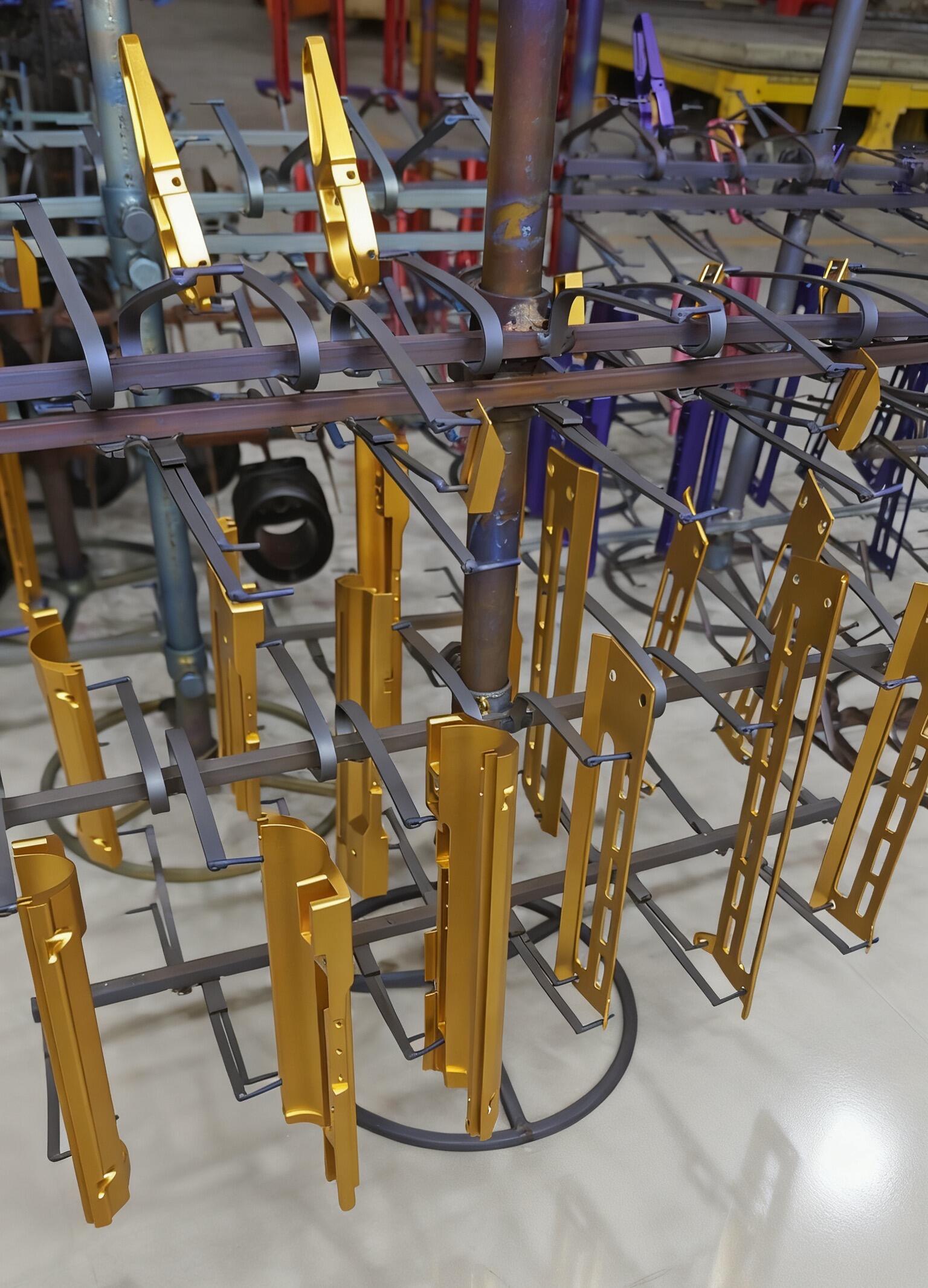
3. Poskytnutie dekoratívnych vlastností (farebnosť):
•Farbenie: Vzhľadom na pórovitú štruktúru oxidovej vrstvy sa ľahko viažu farbivá, čo umožňuje dosiahnuť rôzne jasné farby.
•Elektrolytické farbenie: Depozíciou kovových iónov na dne pórov vrstvy sa vytvárajú farby ako bronzová, čierna a zlatohnedá, s lepšou trvácnosťou farby.
Zlepšenie povrchovej izolácie: Hliníkový oxid je sám osebe dobrý izolant. Táto vrstva môže slúžiť ako izolačná vrstva pre hliníkové elektrické komponenty.


Základný technologický postup anódovania
1. Predbežná úprava -Toto je kľúčový faktor, ktorý určuje kvalitu vzhľadu hotového výrobku!
•Odmošovanie: Odstráňte olejové škvrny na povrchu.
•Alkalické leptanie: Použite horúci alkalický roztok na mierny útlm hliníkového povrchu, čím odstránite prirodzenú oxidačnú vrstvu a drobné škrabance a vytvoríte matný povrch.
•Chemické leštenie/elektrolytické leštenie: Použite chemické alebo elektrochemické metódy na dosiahnutie zrkadlového efektu na povrchu.
•Neutralizácia (zvyšovanie lesku): Použite kyslý roztok na odstránenie sivo-čierneho povlacu vzniknutého po alkalickom leptaní, aby sa povrch očistil.
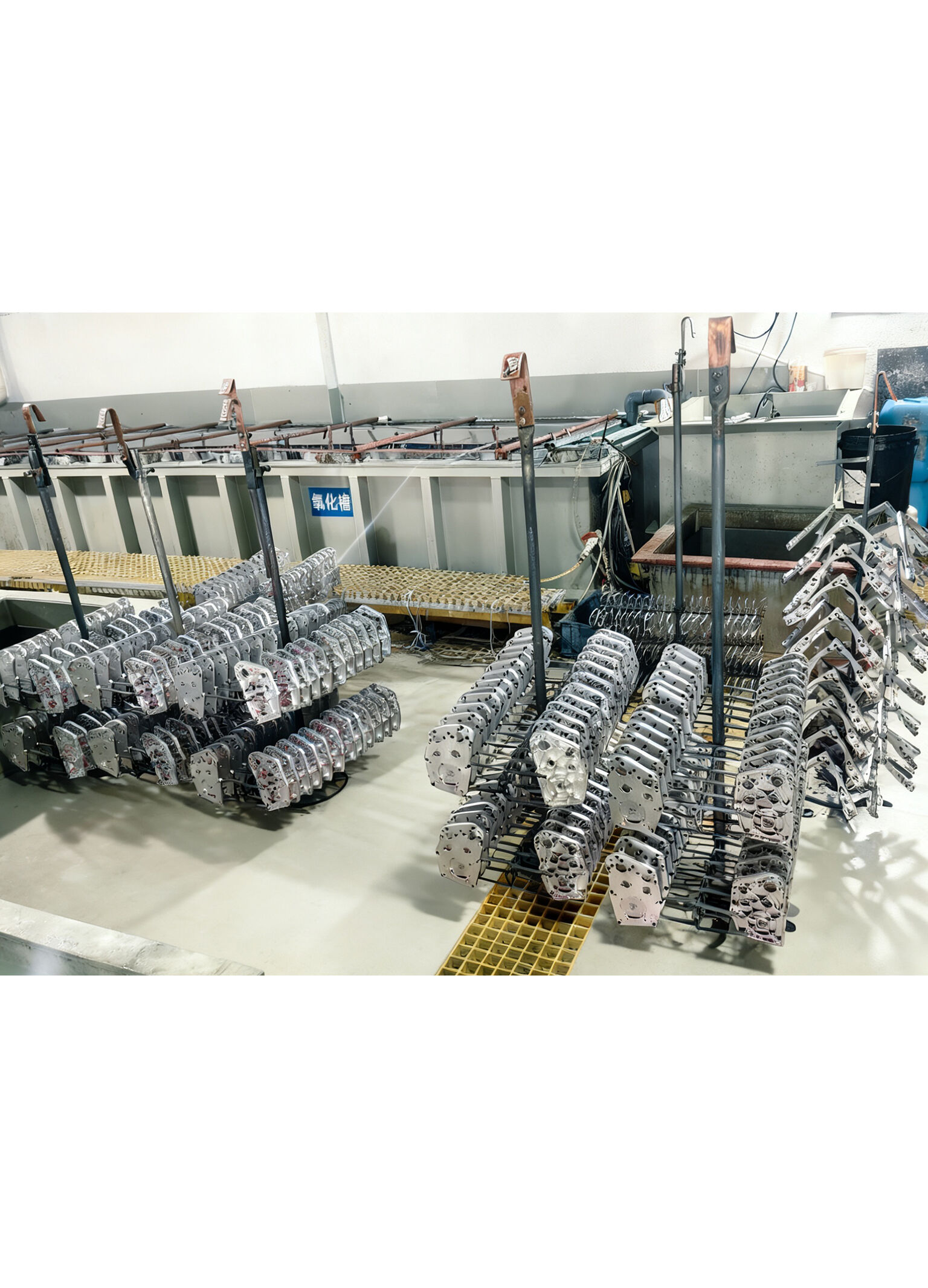
Anodizácia
• Spracované hliníkové diely umiestnite na upínač a potom do nádrže na oxidáciu.
• Pripojte jednosmerný prúd a nechajte ich reagovať pri nastavenej teplote, čase, hustote prúdu a koncentrácii elektrolytu. Tieto parametre priamo určujú hrúbku, tvrdosť a pórovitosť oxidačnej vrstvy.
Farbenie (voliteľné)
•Adsorpčné farbenie: Ponorte oxidovaný polotovar do roztoku organickej alebo anorganickej farbiva.
•Elektrolytické farbenie: Farbenie v roztoku obsahujúcom soli kovov striedavým prúdom.
•Prirodzené farbenie: Priame vytváranie špecifickej farby počas procesu oxidácie (napríklad žltý tón možno získať oxidáciou kyseliny šťavej).
Zatvorenie otvorov - Toto je posledný rozhodujúci krok pri určovaní výkonu (odolnosť voči korózii, odolnosť voči opotrebeniu, udržanie farby)!
•Cieľ: Uzatvoriť pórovitú oxidačnú vrstvu, aby bola neaktívna a stabilná.
•Uzatvorenie horúcou vodou: Najtradičnejšia metóda. Hliníkový oxid reaguje s vodou za vzniku hydratovaného hliníka, čo spôsobuje rozšírenie objemu a uzatvorenie pórov.
•Uzatvorenie strednou/nízkou teplotou/chladom: Použitie uzatváracích prostriedkov obsahujúcich látky ako nikl a fluór, čo vedie k vyššej účinnosti a nižšej spotrebe energie.
•Uzatvorenie horúcou parou: Najlepší výkon, ale za vysokých nákladov.
Hlavné typy
Síranová anodizácia
Najbežnejší a najrozšírenejší typ.
• Výhody: Priehľadná bezfarebná, hrubá vrstva fólie, dobrá adhézia, ľahké farbenie, nízke náklady.
• Použitie: Architektonické hliníkové profily, spotrebná elektronika, všeobecná dekorácia a ochrana.
2. Tvrdá anódová oxidácia
Je v podstate „vylepšenou verziou“ anodickej oxidácie v sírovej kyseline, ktorá sa zvyčajne vykonáva pri nízkych teplotách (0–5 °C) a s vysokou prúdovou hustotou.
•Výhody: Vrstva fólie je extrémne hrubá (až 50–100 μm alebo viac), má extrémne vysokú tvrdosť (HV > 400) a vynikajúcu odolnosť proti opotrebeniu.
•Použitie: Komponenty vyžadujúce vysokú odolnosť proti opotrebeniu, ako piesty, valce, ložiská, vodidlá a vojenské vybavenie.
3. Anódová oxidácia v chrómovej kyseline
Elektrolytom je chrómová kyselina.
•Výhody: Vrstva fólie je tenká, mäkká, má dobrou koróznou odolnosť, má malý vplyv na únavovú pevnosť dielca a farba je sivo-bielastá.
•Nevýhody: Vysoký environmentálny tlak (problém šestivalentného chrómu), použitie sa postupne znižuje.
•Použitie: Lietadlá, konštrukčné komponenty s vysokými požiadavkami na únavovú pevnosť.
4. Oxidácia kyselinou šťavečnou
Elektrolytom je kyselina šťavečná.
•Výhody: Vrstva má vysokú tvrdosť a dobré elektrické izolačné vlastnosti, môže byť samovoľne žltá.
•Nevýhody: Relatívne vysoké náklady a elektrolyt je mierne toxický.
Použitie: Elektrická izolačná vrstva, dekoratívne povlaky.

Zhrnutie
Anódovanie hliníkových zliatin je veľmi vyspelou a účinnou technológiou povrchovej úpravy, ktorá dokonale spája estetiku a funkčnosť. Od smartfónov a notebookov, ktoré používame každodenne, až po vysoke špecializované lietadlové a vojenské zariadenia – všetko to spočíva na anódovacej technológii. Porozumenie jej princípom, procesom a dizajnovým aspektom je nevyhnutné pre konštruktérov výrobkov, inžinierov a nadšencov.