
Ի՞նչ է ալյումինե համաձուլվածքի անոդացումը:
Պարզ խոսքով, անոդացումը էլեկտրաքիմիական մեթոդ է, որն առաջացնում է կոշտ, կայուն և անցանց ալյումինի օքսիդային (Al2O3) թաղանթ ալյումինե համաձուլվածքների մակերեսին: Անոդացված թաղանթը շատ կոշտ է, կոռոզիայի դիմադրուն և ցուցադրում է հիանալի աշխատանքային հատկություններ: Բացի այդ, այն կարող է կլանել ներկեր՝ հասնելով բազմագույն տեսքի:
Հիմնական սկզբունք.
1. Որպես անոդ օգտագործեք ալյումինե արտադրանք և միացրեք այն սնուցման աղբյուրի դրական բևեռին:
2. Որպես կաթոդ օգտագործեք իներտ էլեկտրոդ և միացրեք այն սնուցման աղբյուրի բացասական բևեռին:
3. Տեղադրեք դրանք միասին հատուկ թթվային էլեկտրոլիտի մեջ (օրինակ՝ ծծմբական թթու, օքսալաթթու և այլն):
4. Էլեկտրականություն տալուց հետո անոդի դեր կատարող ալյումինը կկորցնի էլեկտրոններ և կմիանա էլեկտրոլիտի մեջ գտնվող թթվածնի իոններին՝ իր մակերեսին առաջացնելով ալյումինի օքսիդի շերտ:


Անոդացման հիմնական նպատակներն ու առավելությունները
1. Կոռոզիայի դիմադրության բարելավում. Օքսիդային թաղանթը ալյումինե սոսնձից արդյունավետորեն մեկուսացնում է արտաքին միջավայրից՝ երկարաձգելով մանրամասի ծառայողական ժամկետը:
2. Խոտանման դիմադրության բարելավում. Օքսիդային թաղանթը (հատկապես կարծր անոդացումը) շատ բարձր պինդություն ունի, որը համեմատելի է բարձրորակ պողպատի հետ, և շատ դիմացկուն է մաշվածության նկատմամբ:
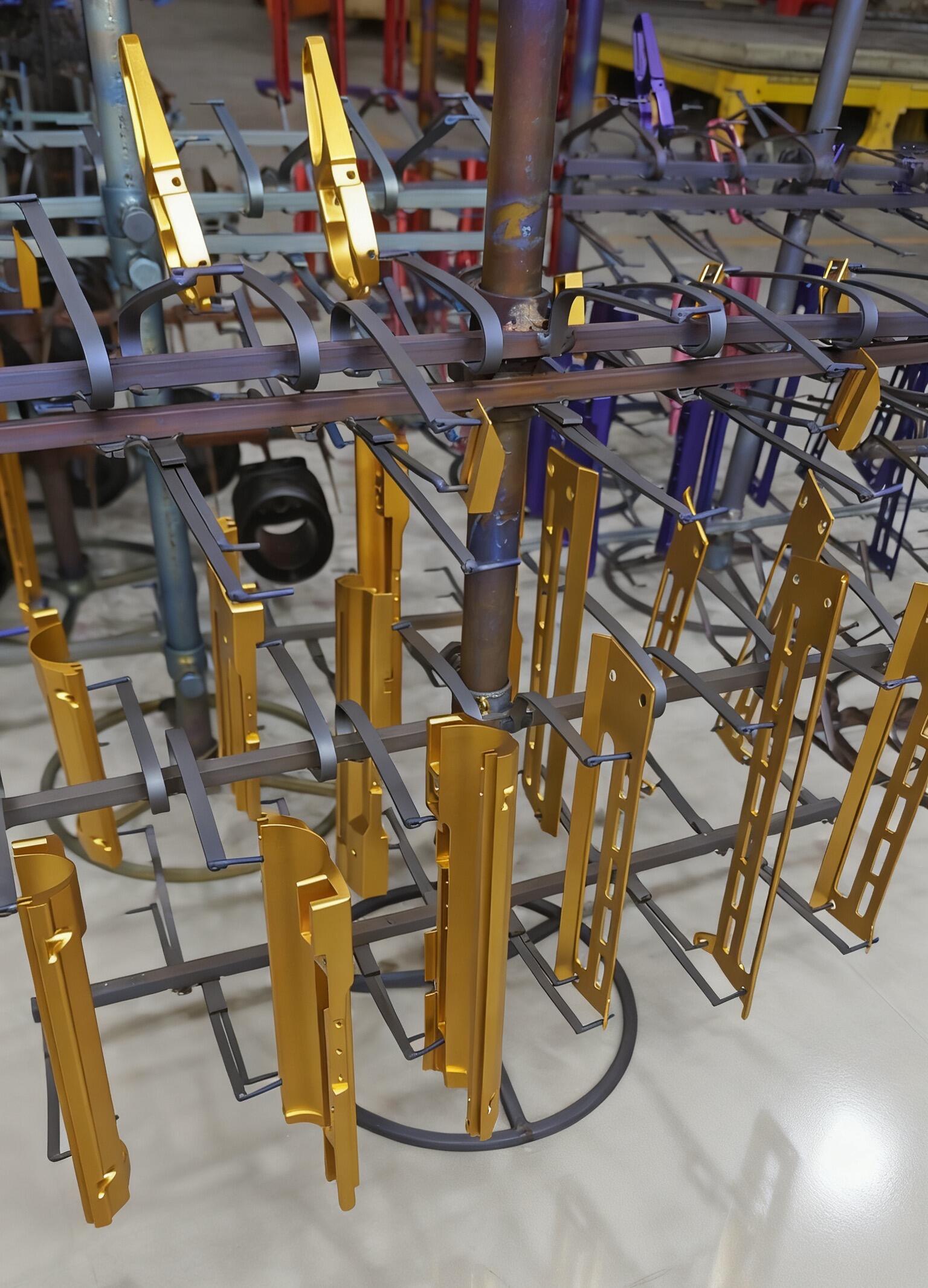
3. Դեկորատիվ հատկությունների ապահովում (գունավորում)
•Գունավորում. Քանի որ օքսիդային թաղանթն ունի անցքերով կառուցվածք, այն հեշտությամբ կլանում է ներկերը՝ հնարավոր դարձնելով տարբեր պայծառ գույների ստացում:
•Էլեկտրոլիտային գունավորում. Թաղանթի անցքերի հատակում մետաղական իոնների նստեցման միջոցով ստացվում են բրոնզագույն, սև, ոսկեգեղար և այլ գույներ՝ ավելի լավ գունային կայունությամբ:
Մակերեսի մեկուսացման բարելավում. Ալյումինի օքսիդը ինքնին լավ մեկուսիչ է: Այս թաղանթը կարող է ծառայել որպես ալյումինե էլեկտրական մասերի մեկուսիչ շերտ:


Անոդացման հիմնական տեխնոլոգիական գործընթաց
1. Նախնական մշակում -Սա վերջնական արտադրանքի տեսքի որակը որոշող հիմնական գործոնն է:
•Դեկոնտամինացիա. Հեռացրեք մակերևույթի յուղի բծերը:
•Լուծահալում հիմնային միջավայրում. Օգտագործեք տաք հիմնային լուծույթ՝ ալյումինե մակերևույթը փոքր-ինչ կոռոզիայի ենթարկելու համար, հեռացնելով բնական օքսիդային թաղանթը և փոքր գծային խոցերը՝ ձևավորելով մատե մակերևույթ:
•Քիմիական փայլունություն/էլեկտրոլիտային փայլունություն. Օգտագործեք քիմիական կամ էլեկտրաքիմիական մեթոդներ՝ մակերևույթին հաղորդելու հայելու պես փայլուն էֆեկտ:
•Չեզոքացում (լուսավորում). Օգտագործեք թթվային լուծույթ՝ հիմնային լուծահալման ընթացքում առաջացած մոխրամանուշակագույն մնացորդները հեռացնելու համար՝ մակերևույթը մաքրելու նպատակով:
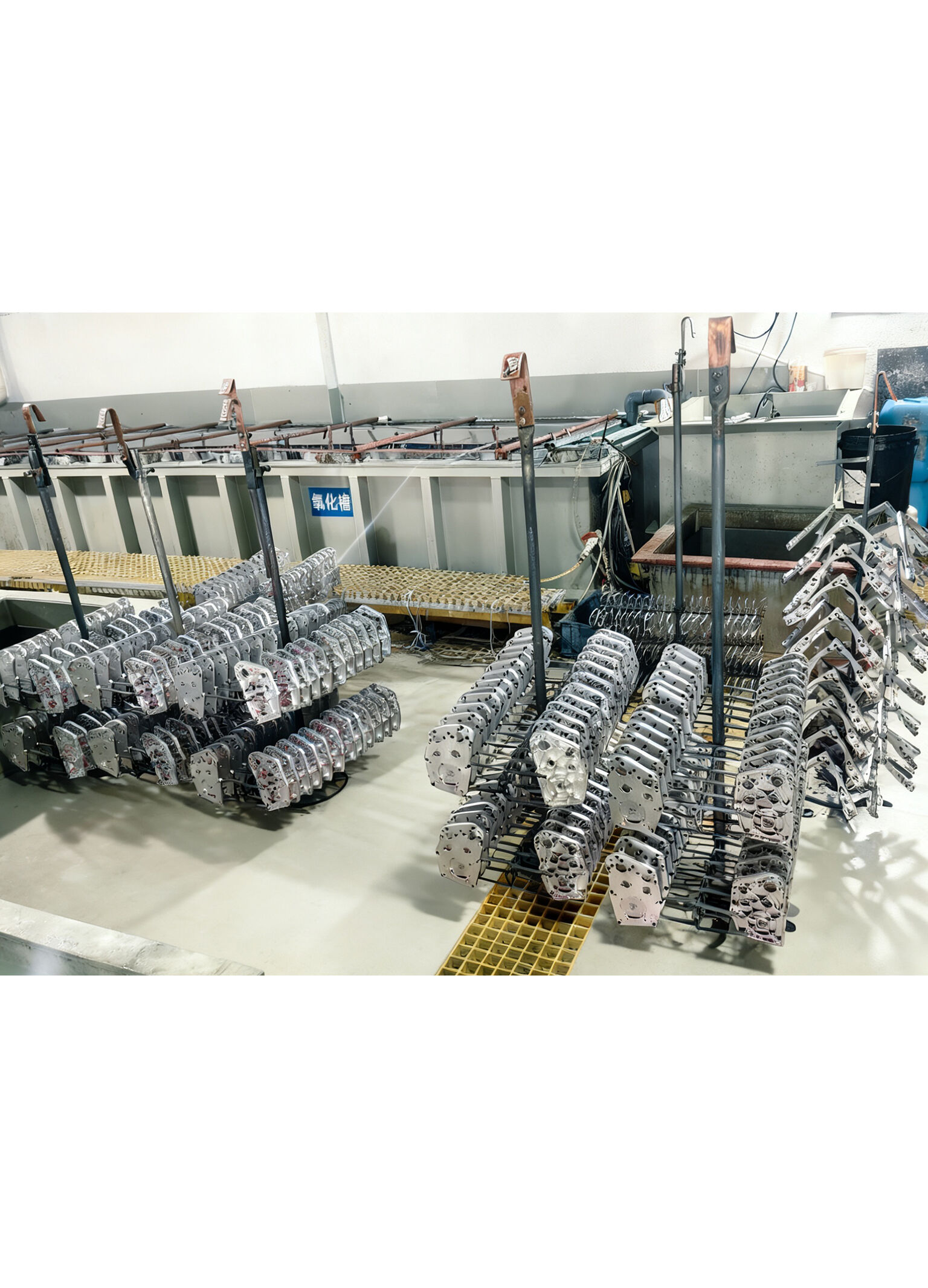
Անոդացում
• Մշակված ալյումինե մասերը տեղադրեք ամրացման սարքին, ապա տեղադրեք օքսիդացման վաննակի մեջ:
• Կիրառեք հաստատուն հոսանք և թույլ տվեք իրականացնել ռեակցիան սահմանված ջերմաստիճանում, ժամանակի ընթացքում, հոսանքի խտությամբ և էլեկտրոլիտի կոնցենտրացիայով: Այս պարամետրերը ուղղակիորեն որոշում են օքսիդային թաղանթի հաստությունը, կոշտությունը և անցանելիությունը:
Գունավորում (ըստ ցանկության)
•Ադսորբցիոն գունավորում. Օքսիդացված մանրադետալը ընկղմեք օրգանական կամ անօրգանական ներկի լուծույթի մեջ:
•Էլեկտրոլիտային գունավորում. Մետաղական աղեր պարունակող լուծույթում փոփոխական հոսանքի միջոցով գունավորում:
•Բնական գունավորում. Օքսիդացման ընթացքում անմիջապես ստացվում է որոշակի գույն (օրինակ՝ քացախաթթվի օքսիդացմամբ կարող է ստացվել դեղին երանգ):
Անցքերի լցում - Սա կարևորագույն քայլն է՝ որոշելու համար արդյունքը (կոռոզիայի դիմադրություն, մաշվածության դիմադրություն, գույնի պահպանում):
•Նպատակ. փակել աղոցված օքսիդային թաղանթը՝ այն ակտիվությունից զրկելով և կայուն դարձնելով:
•Տաք ջրով լցում. ավանդական մեթոդը: Ալյումինե օքսիդը փոխազդում է ջրի հետ՝ առաջացնելով հիդրացված ալյումին, ինչը հանգեցնում է ծավալի աճի և անցքերի լցման:
•Միջին/ցածր/սառը լցում. նիկել և ֆտոր պարունակող լցնող նյութերի կիրառումը ապահովում է ավելի բարձր արդյունավետություն և ցածր էներգախնայողություն:
•Բարձր ջերմաստիճանային շուգային լցում. լավագույն արդյունքն է, սակայն բարձր արժեքով:
Հիմնական տեսակներ
Ծծմբական թթվի անոդացում
Ամենատարածված և լայնորեն օգտագործվող տեսակը։
• Առավելություններ՝ թափանցիկ, անգույն, հաստ թաղանթային շերտ, լավ կպչունություն, հեշտ ներկվող, ցածր գին։
• Կիրառություններ. Ճարտարապետական ալյումինե պրոֆիլներ, սպառողական էլեկտրոնիկա, ընդհանուր դեկորատիվ և պաշտպանական ծածկույթներ։
2. Կարծր անոդային օքսիդացում
Գոյությամբ սա «կաղնի թթվի անոդային օքսիդացման» բարձրացված տարբերակն է, սովորաբար իրականացվում է ցածր ջերմաստիճաններում (0-5°C)՝ բարձր հոսանքի խտությամբ։
•Առավելություններ. Թաղանթային շերտը արտակարգապես հաստ է (մինչև 50-100 մկմ կամ ավելի), արտակարգապես բարձր պինդություն (HV > 400) և առավելագույն մաշվածականության դիմացկունություն։
•Կիրառություններ. Բաղադրիչներ, որոնք պահանջում են բարձր մաշվածականության դիմացկունություն, ինչպես օրինակ՝ փոխադրիչներ, սիլինդրեր, ինքնաթիռներ, ուղեկցող մասեր և ռազմական սարքավորումներ։
3. Քրոմային թթվի անոդային օքսիդացում
Օգտագործվող էլեկտրոլիտը քրոմային թթուն է։
•Առավելություններ. Թաղանթային շերտը բարակ, փուխր, լավ կոռոզիայի դիմացկուն, փոքր ազդեցություն ունի մանրամասի շահագործման ամրության վրա, գույնը՝ մոխրագույն-սպիտակ։
•Թերություններ. Բարձր էկոլոգիական ճնշում (վեցադրական քրոմի խնդիրը), կիրառությունը մեղմ-մեղմ նվազում է:
•Կիրառություն. Ավիատիեզերական ոլորտ, կոնստրուկտիվ մասեր՝ բարձր շրջադարձային դիմադրության պահանջներով:
4. Օքսալաթթվով օքսիդացում
Օգտագործվող էլեկտրոլիտը օքսալաթթուն է:
•Առավելություններ. թաղանթի շերտն ունի բարձր կոշտություն և լավ էլեկտրական մեկուսացման հատկություններ, ինքնին կարող է լինել դեղին գույնի:
•Թերություններ. համեմատաբար բարձր արժեք և էլեկտրոլիտի թույն հատկություններ:
Կիրառություն. էլեկտրական մեկուսացման շերտ, դեկորատիվ ծածկույթ:

Խմբագրություն
Ալյումինե համաձուլվածքի անոդացումը բավականին հասուն և հզոր մակերեւույթային մշակման տեխնոլոգիա է, որը հիանալի կերպով համատեղում է էստետիկան և ֆունկցիոնալությունը: Ամենօրյա օգտագործվող սմարթֆոններից և լեպտոփներից մինչև բարձրակարգ ավիատիեզերական և ռազմական սարքավորումներ՝ ամեն ինչ հիմնված է անոդացման տեխնոլոգիայի վրա: Նրա սկզբունքների, գործընթացների և կոնստրուկտորական կետերի իմացությունը կարևոր է ապրանքների դիզայներների, ինժեներների և հարուստների համար: