
Co je anodizace hliníkové slitiny?
Jednoduše řečeno, anodizace je proces, při kterém se elektrochemickou metodou vytvoří tvrdý, stálý a pórovitý film oxidu hlinitého (Al2O3) na povrchu hliníkových slitin. Anodizovaný film je velmi tvrdý, odolný proti korozi a má vynikající vlastnosti. Navíc může adsorbovat barviva, čímž je možné dosáhnout barevného vzhledu.
Základní princip:
1. Použijte hliníkový výrobek jako anodu a připojte jej ke kladné svorce zdroje napětí.
2. Použijte inertní elektrodu jako katodu a připojte ji ke záporné svorce zdroje napětí.
3. Umístěte oba do specifického kyselého elektrolytu (např. sírové kyseliny, kyseliny šťavelové atd.).
4. Po připojení proudu hliník, který slouží jako anoda, ztratí elektrony a spojí se s ionty kyslíku v elektrolytu, čímž na svém povrchu vytvoří vrstvu oxidu hlinitého.


Hlavní účely a výhody anodování
1. Zvýšení odolnosti proti korozi: Oxidová vrstva efektivně izoluje hliníkový podklad od vnějšího prostředí, čímž prodlužuje životnost součásti.
2. Zlepšení odolnosti proti opotřebení: Oxidová vrstva (zejména u tvrdého anodování) má velmi vysokou tvrdost srovnatelnou s kvalitní ocelí a je velmi odolná proti opotřebení.
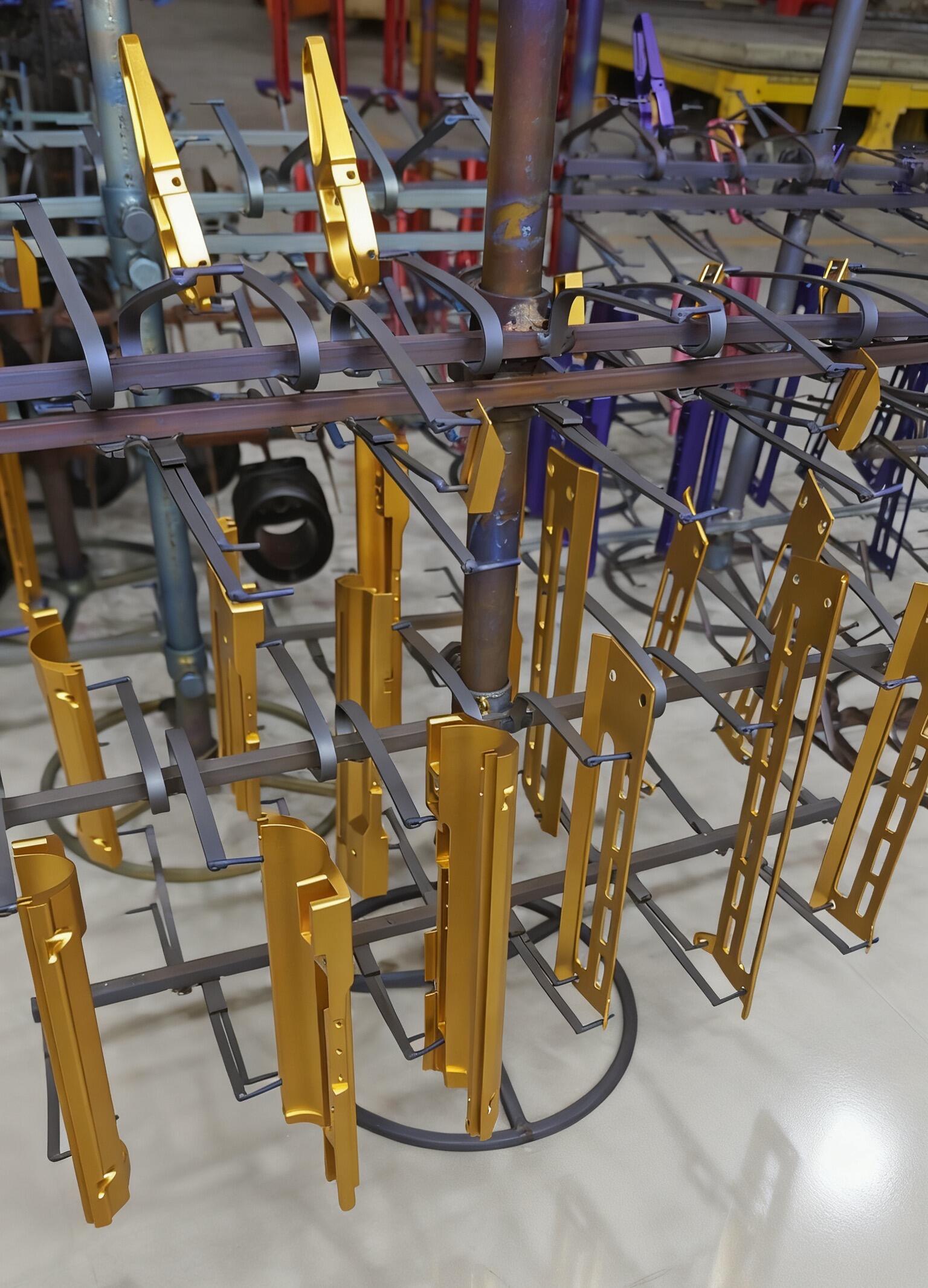
3. Poskytnutí dekorativních vlastností (obarvení):
•Barvení: Díky pórovité struktuře oxidové vrstvy může snadno absorbovat barviva, což umožňuje dosažení různých jasných barev.
•Elektrolytické barvení: Depozicí kovových iontů na dně pórů vrstvy vzniká řada barev, jako jsou bronzová, černá a zlatavá, s lepší odolností barev.
Zlepšení povrchové izolace: Oxid hlinitý je sám o sobě dobrý izolant. Tato vrstva může sloužit jako izolační vrstva pro hliníkové elektrické komponenty.


Základní technologický postup anodování
1. Předúprava -Toto je klíčový faktor určující kvalitu vzhledu hotového výrobku!
•Odmašťování: Odstraňte mastné skvrny na povrchu.
•Alkalické leptání: Použijte horký alkalický roztok ke změřenému zkorodování hliníkového povrchu, čímž odstraníte přirozenou oxidační vrstvu a drobné škrábance a vytvoříte matný povrch.
•Chemické leštění/elektrochemické leštění: Použijte chemické nebo elektrochemické metody k dosažení zrcadlového lesku na povrchu.
•Neutralizace (vybílení): Použijte kyselý roztok k odstranění šedavého nebo černého zbytku vzniklého po alkalickém leptání, čímž povrch očistíte.
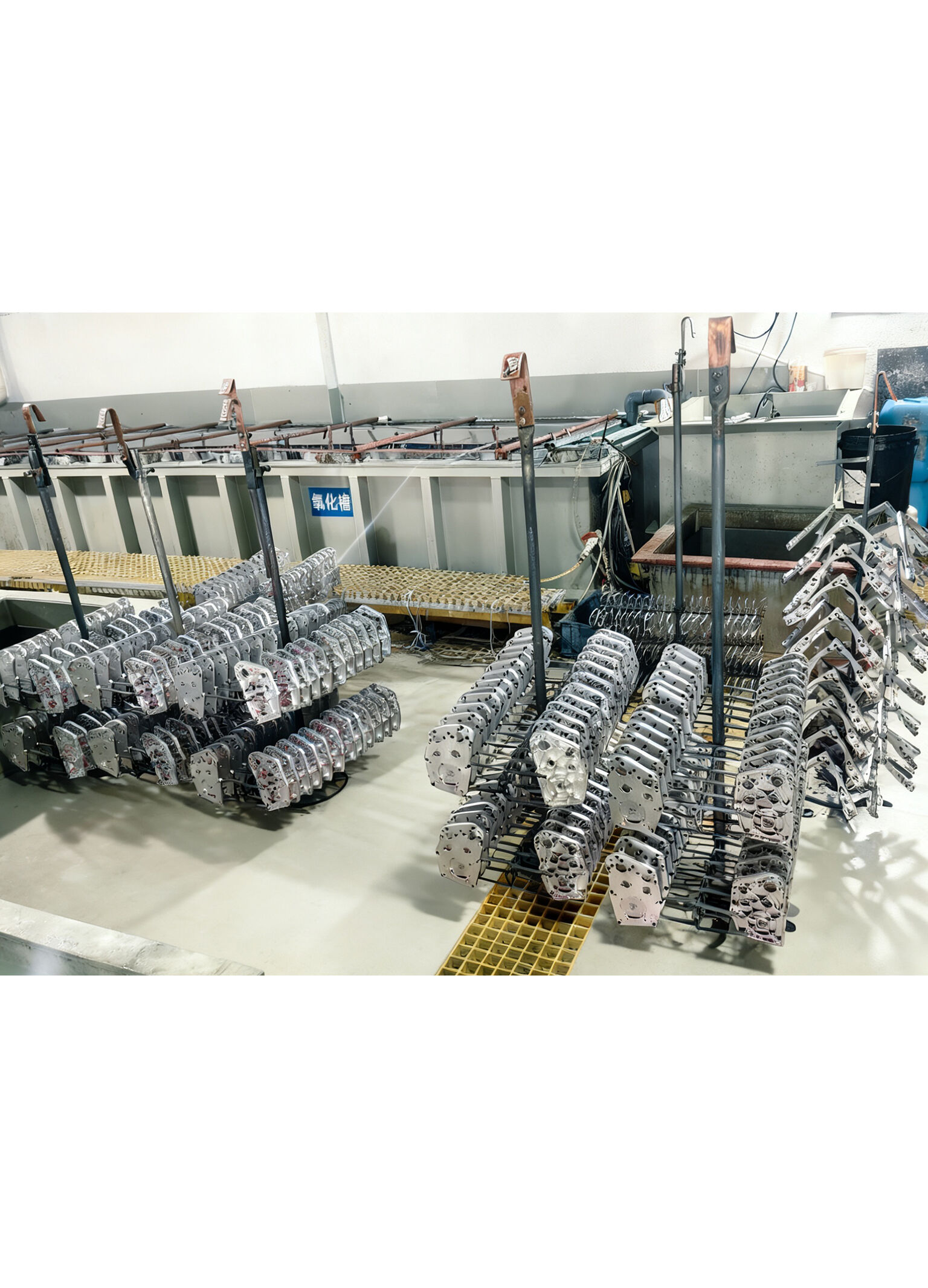
Anodizování
• Umístěte opracované hliníkové díly do upínacího zařízení a poté je vložte do nádrže na oxidaci.
• Přiveďte stejnosměrný proud a nechte je reagovat při nastavené teplotě, čase, proudové hustotě a koncentraci elektrolytu. Tyto parametry přímo určují tloušťku, tvrdost a pórovitost oxidační vrstvy.
Barevné odstínování (volitelné)
•Adsorpční barvení: Ponořte oxidovaný díl do roztoku organického nebo anorganického barviva.
•Elektrolytické barvení: Barvení v roztoku obsahujícím soli kovů střídavým proudem.
•Přirozené barvení: Přímá tvorba specifické barvy během oxidačního procesu (například žlutý odstín lze získat oxidací kyselinou šťavelovou).
Uzavření póru - Toto je konečný rozhodující krok, který určuje vlastnosti (odolnost proti korozi, odolnost proti opotřebení, stabilitu barev)!
•Cíl: Uzavřít pórovitou oxidační vrstvu, aby byla neaktivní a stabilní.
•Uzavření horkou vodou: Nejtradičnější metoda. Hliník reaguje s vodou za vzniku hydratovaného oxidu hlinitého, což způsobí rozpínání objemu a uzavření pórů.
•Uzavírání při střední/nízké/nižší teplotě: Použití uzavíracích prostředků obsahujících látky jako nikl a fluor má vyšší účinnost a nižší spotřebu energie.
•Uzavírání horkou parou: Nejlepší výkon, ale za vysokých nákladů.
Hlavní typy
Sírové anodování
Nejběžnější a nejvíce používaný typ.
• Výhody: Průhledná bezbarvá, silná vrstva filmu, dobrá adheze, snadné barvení, nízká cena.
• Aplikace: Stavební hliníkové profily, spotřební elektronika, běžná dekorace a ochrana.
2. Tvrdá anodická oxidace
Je v podstatě „vylepšenou verzí“ sírové kyseliny při anodické oxidaci, prováděné obvykle za nízkých teplot (0–5 °C) a při vysoké proudové hustotě.
•Výhody: Vrstva oxidu je extrémně silná (až 50–100 μm nebo více), má velmi vysokou tvrdost (HV > 400) a vynikající odolnost proti opotřebení.
•Aplikace: Součásti vyžadující vysokou odolnost proti opotřebení, jako jsou písty, válce, ložiska, vodítka a vojenské vybavení.
3. Chromanová anodická oxidace
Jako elektrolyt se používá chromová kyselina.
•Výhody: Vrstva oxidu je tenká, měkká, má dobrou odolnost proti korozi, má malý vliv na únavovou pevnost obrobku a její barva je šedavě bílá.
•Nevýhody: Vysoký environmentální tlak (problém šestimocného chromu), použití se postupně snižuje.
•Aplikace: Letecký a kosmický průmysl, konstrukční díly s vysokými požadavky na únavovou pevnost.
4. Oxidace kyselinou šťavelovou
Jako elektrolyt se používá kyselina šťavelová.
•Výhody: Vrstva má vysokou tvrdost a dobré elektrické izolační vlastnosti, může být samotná žluté barvy.
•Nevýhody: Náklady jsou relativně vysoké a elektrolyt je mírně toxický.
Aplikace: Elektrická izolační vrstva, dekorativní povlak.

Shrnutí
Anodizace hliníkových slitin je velmi vyspělá a účinná technologie povrchové úpravy, která dokonale kombinuje estetiku a funkčnost. Od chytrých telefonů a přenosných počítačů, které používáme každodenně, až po vysoce sofistikovaná letadlová, kosmická a vojenská zařízení – všechno to podporuje právě technologie anodizace. Porozumění jejím principům, procesům a návrhovým aspektům je klíčové pro konstruktéry výrobků, inženýry i nadšence.