
O que é a Anodização de Ligas de Alumínio?
Em termos simples, anodização é um processo que gera uma película dura, estável e porosa de óxido de alumínio (Al2O3) na superfície de ligas de alumínio por meio de um método eletroquímico. A película anodizada é altamente resistente, anticorrosiva e possui excelente desempenho. Além disso, pode adsorver corantes para obter uma aparência multicolorida.
Princípio básico:
1. Utilize um produto de alumínio como ânodo e conecte-o ao terminal positivo da fonte de alimentação.
2. Utilize um eletrodo inerte como cátodo e conecte-o ao terminal negativo da fonte de alimentação.
3. Coloque ambos juntos em um eletrólito ácido específico (como ácido sulfúrico, ácido oxálico, etc.).
4. Após aplicar eletricidade, o alumínio atuando como ânodo perderá elétrons e se combinará com íons de oxigênio no eletrólito, formando uma camada de óxido de alumínio em sua superfície.


Os principais objetivos e vantagens da anodização
1. Melhorar a resistência à corrosão: A camada de óxido isola efetivamente o substrato de alumínio do ambiente externo, prolongando a vida útil da peça.
2. Melhorar a resistência ao desgaste: A camada de óxido (especialmente na anodização dura) possui dureza extremamente elevada, comparável à do aço de alta qualidade, sendo muito resistente ao desgaste.
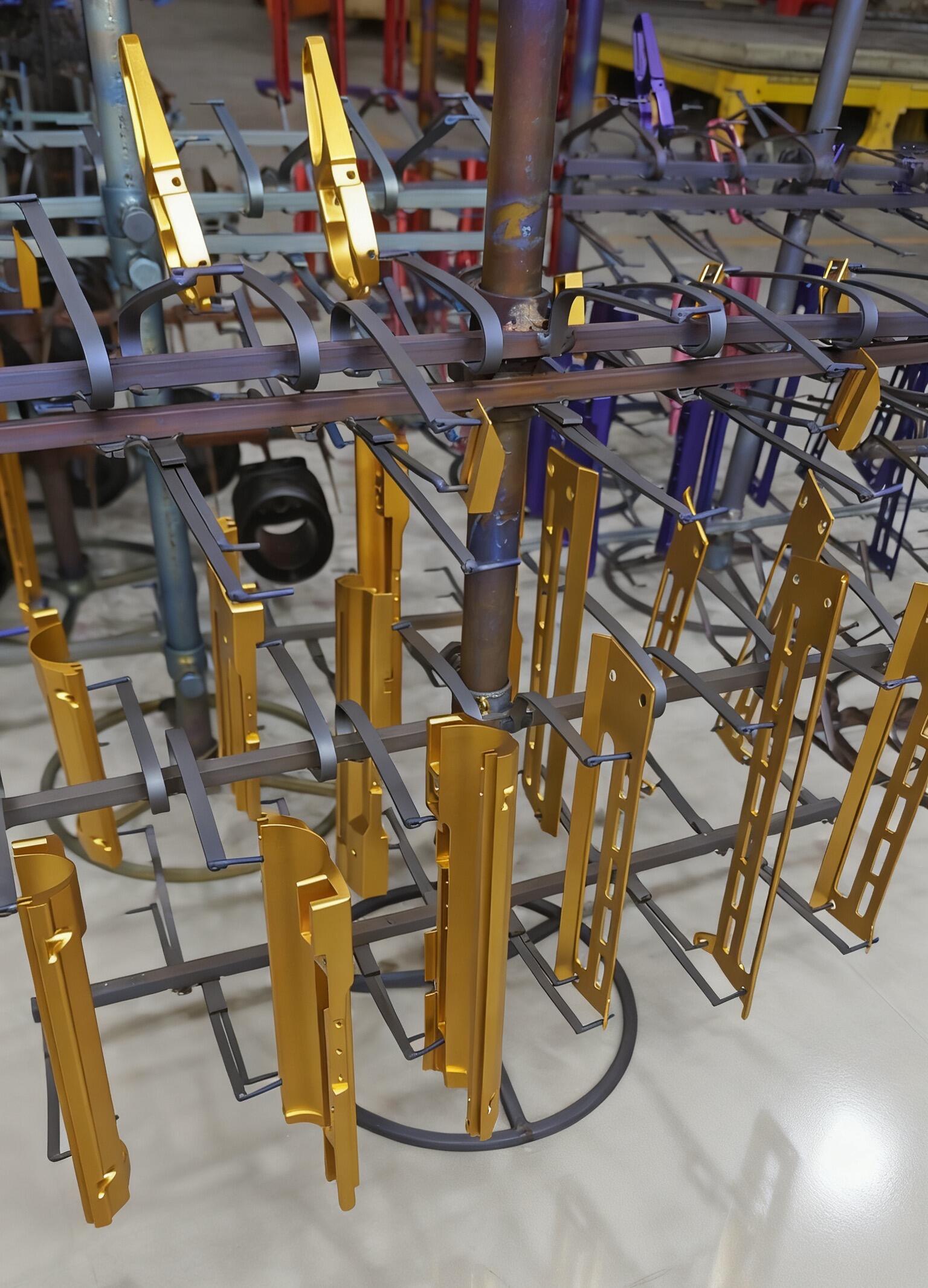
3. Proporcionar propriedades decorativas (coloração):
•Coloração: Devido à estrutura porosa da camada de óxido, esta pode absorver facilmente corantes, permitindo obter diversas cores vivas.
•Coloração eletrolítica: Por meio da deposição de íons metálicos no fundo dos poros da camada, são obtidas uma série de cores como bronze, preto e dourado, com maior durabilidade da cor.
Melhorar o isolamento superficial: O óxido de alumínio é em si um bom isolante. Esta camada pode atuar como uma camada isolante para componentes elétricos de alumínio.


O fluxo básico do processo de anodização
1. Pré-tratamento -Este é o fator determinante da qualidade estética do produto acabado!
•Descontaminação: Remova as manchas de óleo na superfície.
•Ataque alcalino: Use uma solução alcalina quente para corroer levemente a superfície de alumínio, removendo a película de óxido natural e arranhões menores, e formando uma superfície fosca.
•Polimento químico/eletropolimento: Use métodos químicos ou eletroquímicos para obter um efeito brilhante semelhante a um espelho na superfície.
•Neutralização (brilho): Use uma solução ácida para remover o resíduo acinzentado deixado após o ataque alcalino, deixando a superfície limpa.
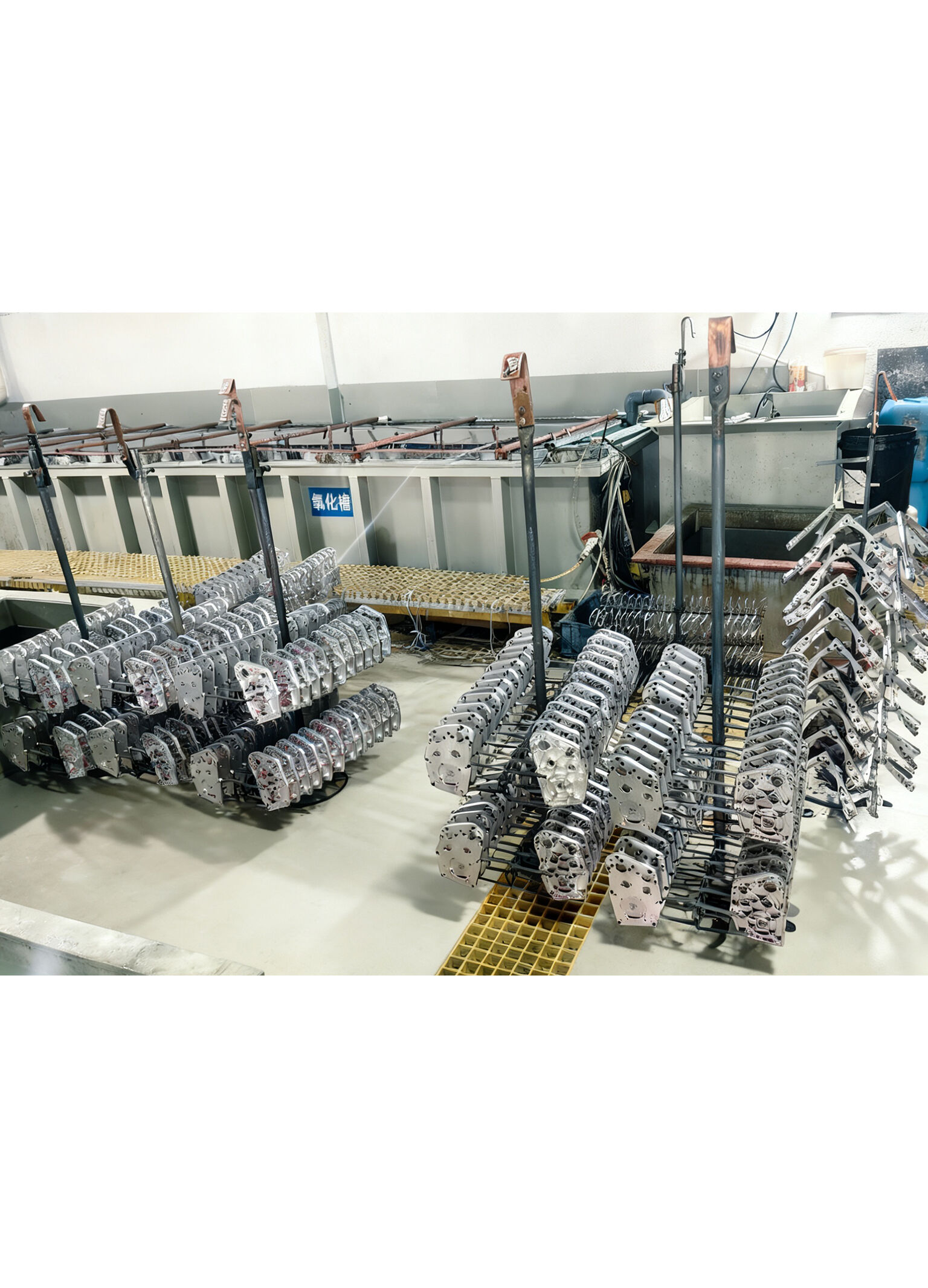
Anodizantes
• Coloque as peças de alumínio processadas no suporte e depois coloque-as no tanque de oxidação.
• Aplique corrente contínua e permita que reajam sob temperatura, tempo, densidade de corrente e concentração do eletrólito previamente definidos. Esses parâmetros determinam diretamente a espessura, dureza e porosidade da camada de óxido.
Coloração (opcional)
•Coloração por adsorção: Mergulhe a peça oxidada em uma solução de corante orgânico ou inorgânico.
•Coloração eletrolítica: Coloração em uma solução contendo sais metálicos por meio de corrente alternada.
•Coloração natural: Geração direta de uma cor específica durante o processo de oxidação (por exemplo, o tom amarelo pode ser obtido por meio da oxidação com ácido oxálico).
Selagem dos poros - Esta é a etapa final crucial para determinar o desempenho (resistência à corrosão, resistência ao desgaste, retenção de cor)!
•Objetivo: Selar a camada de óxido porosa, tornando-a inativa e estável.
•Selagem em água quente: O método mais tradicional. A alumina reage com a água formando alúmina hidratada, provocando expansão volumétrica e selando os poros.
•Selagem em temperatura média/baixa/fria: O uso de agentes selantes contendo substâncias como níquel e flúor resulta em maior eficiência e menor consumo de energia.
•Selagem com vapor de alta temperatura: Desempenho superior, mas com custo elevado.
Principais Tipos
Anodização em ácido sulfúrico
O tipo mais comum e amplamente utilizado.
• Vantagens: Cor incolor transparente, camada de filme espessa, boa aderência, fácil coloração, baixo custo.
• Aplicações: Perfis de alumínio arquitetônicos, eletrônicos de consumo, decoração e proteção em geral.
2. Anodização Dura
É essencialmente uma "versão aprimorada" da anodização em ácido sulfúrico, normalmente realizada a baixas temperaturas (0-5°C) e com alta densidade de corrente.
•Vantagens: A camada de filme é extremamente espessa (até 50-100 μm ou mais), possui dureza extremamente elevada (HV > 400) e excelente resistência ao desgaste.
•Aplicações: Componentes que exigem alta resistência ao desgaste, como pistões, cilindros, rolamentos, guias e equipamentos militares.
3. Anodização em Ácido Crômico
O eletrólito utilizado é o ácido crômico.
•Vantagens: A camada de filme é fina, macia, apresenta boa resistência à corrosão, tem pouco impacto na resistência à fadiga da peça e a cor é esbranquiçada.
•Desvantagens: Alta pressão ambiental (o problema do cromo hexavalente), a aplicação está diminuindo gradualmente.
•Aplicações: Aeroespacial, componentes estruturais com requisitos elevados de resistência à fadiga.
4. Oxidação com Ácido Oxálico
O eletrólito utilizado é o ácido oxálico.
•Vantagens: A camada de filme possui alta dureza e boas propriedades de isolamento elétrico, podendo ter cor amarela por si só.
•Desvantagens: O custo é relativamente alto e o eletrólito é um pouco tóxico.
Aplicações: Camada de isolamento elétrico, revestimento decorativo.

Resumo
A anodização de ligas de alumínio é uma tecnologia de tratamento superficial altamente madura e eficaz que combina perfeitamente estética e funcionalidade. Dos smartphones e laptops que usamos diariamente até os equipamentos aeroespaciais e militares altamente sofisticados, tudo isso é sustentado pela tecnologia de anodização. Compreender seus princípios, processos e pontos de projeto é crucial para designers de produtos, engenheiros e entusiastas.