
Kas ir alumīnija sakausējuma anodēšana?
Vienkāršos vārdos, anodēšana ir process, kurā ar elektroķīmisku metodi uz alumīnija sakausējuma virsmas veidojas cieta, stabila un poraina alumīnija oksīda (Al2O3) plēve. Anodētā plēve ir ļoti cietā, korozijizturīga un ar lieliskām ekspluatācīpašībām. Turklāt tā var adsorbēt krāsvielas, lai sasniegtu daudzkrāsainu izskatu.
Galvenais princips:
1. Izmantojiet alumīnija izstrādājumu kā anodi un pieslēdziet to strāvas avota pozitīvajam polam.
2. Izmantojiet inerto elektrodu kā katodi un pieslēdziet to strāvas avota negatīvajam polam.
3. Ievietojiet abus elektrodus noteiktā skābā elektrolītā (piemēram, sērskābē, oksaliskajā skābē utt.).
4. Pielietojot strāvu, alumīnijs, kas darbojas kā anods, zaudē elektronus un savienojas ar skābekļa joniem elektrolītā, veidojot alumīnija oksīda kārtu uz tā virsmas.


Galvenie anodēšanas mērķi un priekšrocības
1. Palielināt korozijas izturību: Oksīda plēve efektīvi izolē alumīnija bāzi no ārējās vides, pagarinot izstrādājuma kalpošanas laiku.
2. Uzlabot nodilumizturību: Oksīda plēve (īpaši cietā anodēšana) ir ļoti augstu cietību, kas līdzīga kvalitatīvam tēraudam, un tā ir ļoti nodilumizturīga.
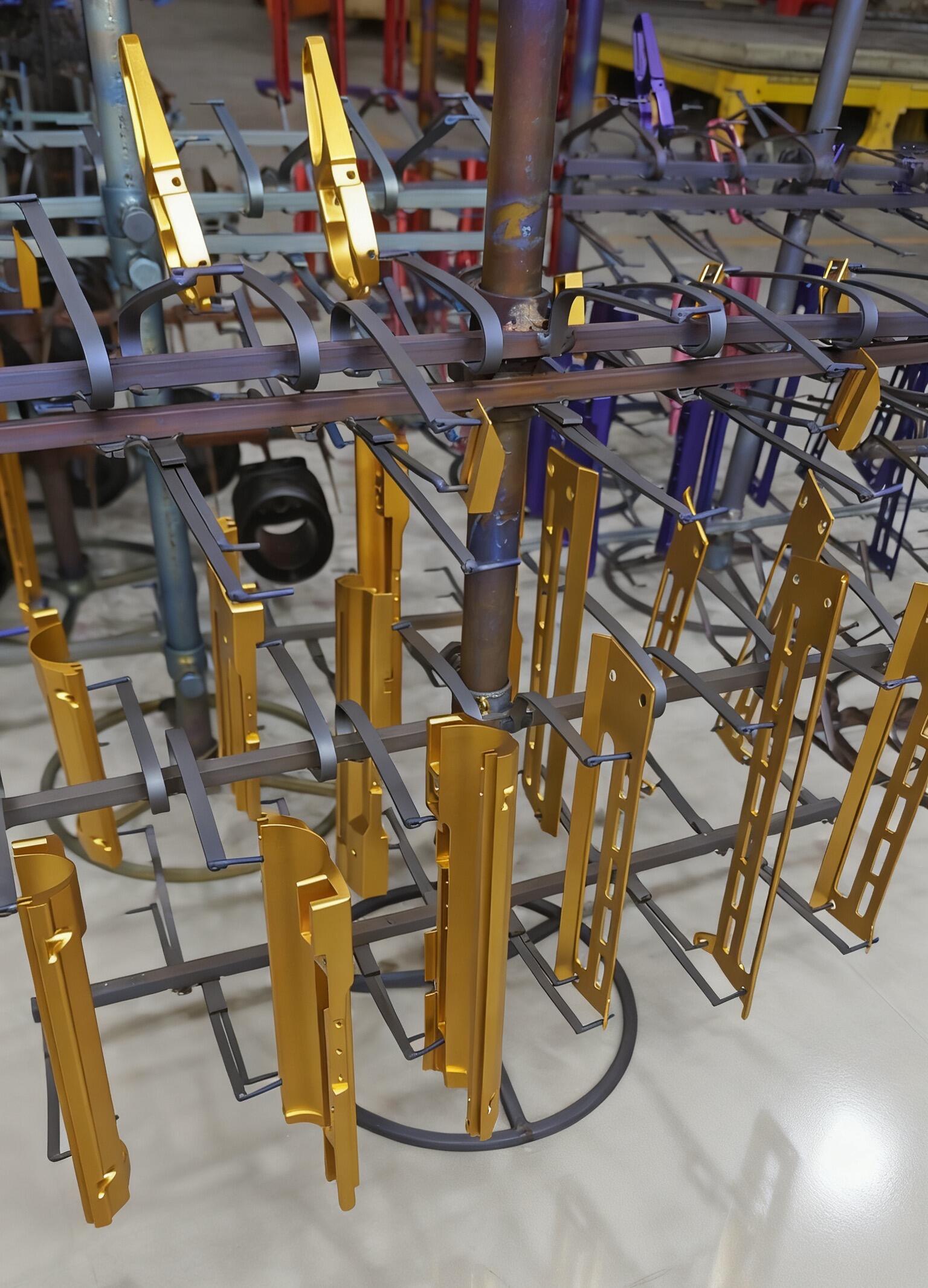
3. Nodrošināt dekoratīvās īpašības (krāsošana):
•Krāsošana: Tā kā oksīda plēvei ir poraina struktūra, tā viegli uzsūc krāsvielas, ļaujot iegūt dažādas spilgtas krāsas.
•Elektrolītiskā krāsošana: Caur metāla jonu nogulsnēšanos membrānas poru apakšā tiek iegūtas krāsas, piemēram, bronza, melna un zelta dzeltena, ar labāku krāsas izturību.
Uzlabot virsmas izolāciju: Alumīnija oksīds pats par sevi ir labs izolators. Šī plēve var kalpot kā izolējoša kārta alumīnija elektriskajiem komponentiem.


Anodēšanas pamatprocesa plūsma
1. Priekšapstrāde -Šis ir galvenais faktors, kas nosaka pabeigta produkta izskata kvalitāti!
•Dekontaminācija: Noņemt eļļas traipus no virsmas.
•Alkalozi: Izmantot karstu sārmainu šķīdumu, lai viegli izēstu alumīnija virsmu, noņemtu dabisko oksīda plēvi un nelielas skrāpējumus, veidojot matētu virsmu.
•Ķīmiskā pulēšana/elektropulēšana: Izmantot ķīmiskas vai elektroķīmiskas metodes, lai sasniegtu spoguļblāvumu efektu uz virsmas.
•Neitralizācija (spīdināšana): Izmantot skābes šķīdumu, lai noņemtu pelēcīgi melno atlikumu pēc alkalozes, padarot virsmu tīru.
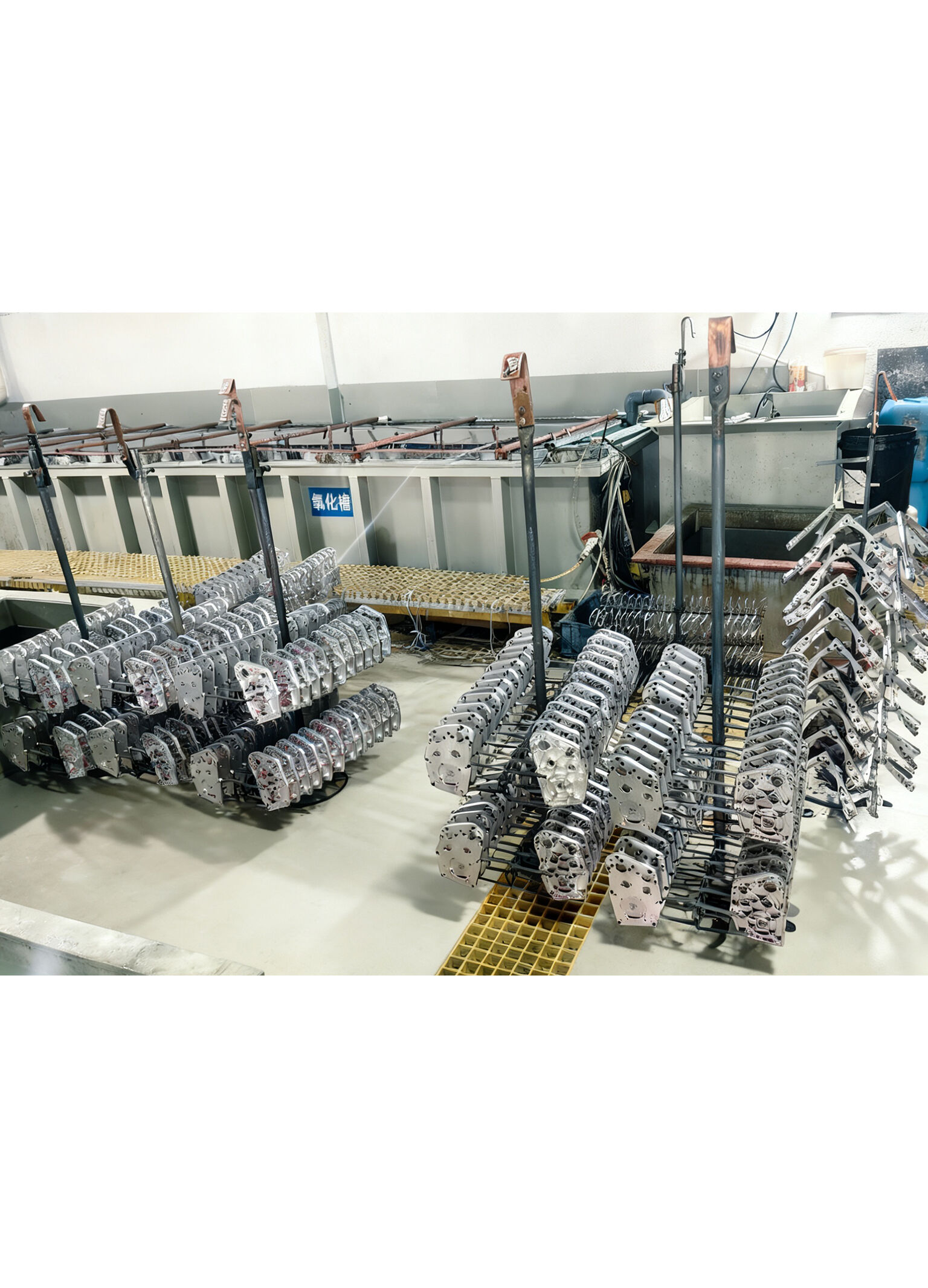
Anodēšana
• Novietot apstrādātos alumīnija detaļas stiprinājumā un pēc tam ievietot oksidēšanas vannā.
• Pielietot pastāvīgo strāvu un ļaut reaģēt iestatītā temperatūrā, laikā, strāvas blīvumā un elektrolīta koncentrācijā. Šie parametri tieši nosaka oksīda plēves biezumu, cietību un porainību.
Krāsošana (pēc izvēles)
•Adsorbcijas krāsošana: Oksidēto detaļu iegremdēt organiskā vai neorganiskā krāsvielas šķīdumā.
•Elektrolītiskā krāsošana: Krāsošana šķīdumā, kas satur metālu sāļus, izmantojot maiņstrāvu.
•Dabiskā krāsošana: Noteiktas krāsas tieša iegūšana oksidēšanas procesā (piemēram, skābēnogskābes oksidēšanas rezultātā var iegūt dzelteno toņu).
Poru noslēgšana - Tas ir pēdējais, bet ļoti svarīgais solis, kas nosaka materiāla veiktspēju (korozijizturība, nodilumizturība, krāsas noturība)!
•Mērķis: Aizvākt poraino oksīda kārtu, padarot to neaktīvu un stabilu.
•Karstā ūdens noslēgšana: Tradicionālākā metode. Alumīnija oksīds reaģē ar ūdeni, veidojot hidratētu alumīniju, kas izraisa tilpuma palielināšanos un poru aizvāršanu.
•Vidējās/zemas/aukstās temperatūras noslēgšana: Noslēgšanas līdzekļu, kas satur elementus, piemēram, niķeli un fluoru, izmantošana nodrošina augstāku efektivitāti un zemāku enerģijas patēriņu.
•Augstas temperatūras tvaika noslēgšana: Labākā veiktspēja, taču ar augstām izmaksām.
Galvenie tipi
Sērskābes anodēšana
Visbiežāk sastopamais un plaši izmantotais veids.
• Priekšrocības: Caurspīdīgs bezkrāsains, biezs plēves slānis, laba līmēšanās, viegli krāsojams, zemas izmaksas.
• Lietojumprogrammas: Arhitektūras alumīnija profili, patēriņa elektronika, vispārēja dekorēšana un aizsardzība.
2. Cietā anodēšana
Būtībā tā ir „uzlabotā versija” sērskābes anodēšanai, parasti to veic zemās temperatūrās (0–5 °C) ar lielu strāvas blīvumu.
•Priekšrocības: Plēves slānis ir ļoti biezs (līdz 50–100 μm vai vairāk), ļoti augstu cietību (HV > 400) un izcili nodilumizturīgs.
•Lietojumprogrammas: Sastāvdaļas, kurām nepieciešama augsta nodilumizturība, piemēram, dzinēju virzuļi, cilindri, gultņi, vadi un militārā aprīkojums.
3. Hromskābes anodēšana
Elektrolīts ir hromskābe.
•Priekšrocības: Plēves slānis ir plāns, mīksts, labi pretojas korozijai, gandrīz neietekmē detaļu izturību pret nogurumu, krāsa ir pelēcīgi balta.
•Trūkumi: Augsts vides spiediens (sestarvērtīgā hroma problēma), lietojums pakāpeniski samazinās.
•Lietojumprogrammas: Aeroespials, strukturālas sastāvdaļas ar augstām izturības prasībām.
4. Oksidēšana ar oksalēskābi
Lietotā elektrolīts ir oksalēskābe.
•Priekšrocības: Plāņa kārta ir augstas cietības un labas elektriskās izolācijas īpašības, turklāt tā var būt dzeltena pēc krāsas.
•Trūkumi: Salīdzinoši augstas izmaksas un elektrolīts ir daļēji toksisks.
Lietojumprogrammas: Elektriskā izolācijas kārta, dekoratīva pārklājuma kārta.

Kopsavilkums
Alumīnija sakausējuma anodēšana ir ļoti nobriedusi un efektīva virsmas apstrādes tehnoloģija, kas ideāli apvieno estētiku un funkcionalitāti. Sākot no ikdienā lietotajiem viedtālruņiem un klēpjdatoriem, līdz pat augsti sarežģītai aeroespialai un militārajai iekārtai — visu šo tehnoloģiju balsta anodēšanas tehnoloģija. Tās principu, procesu un dizaina aspektu izpratne ir būtiska produktu dizaineriem, inženieriem un entuziastiem.